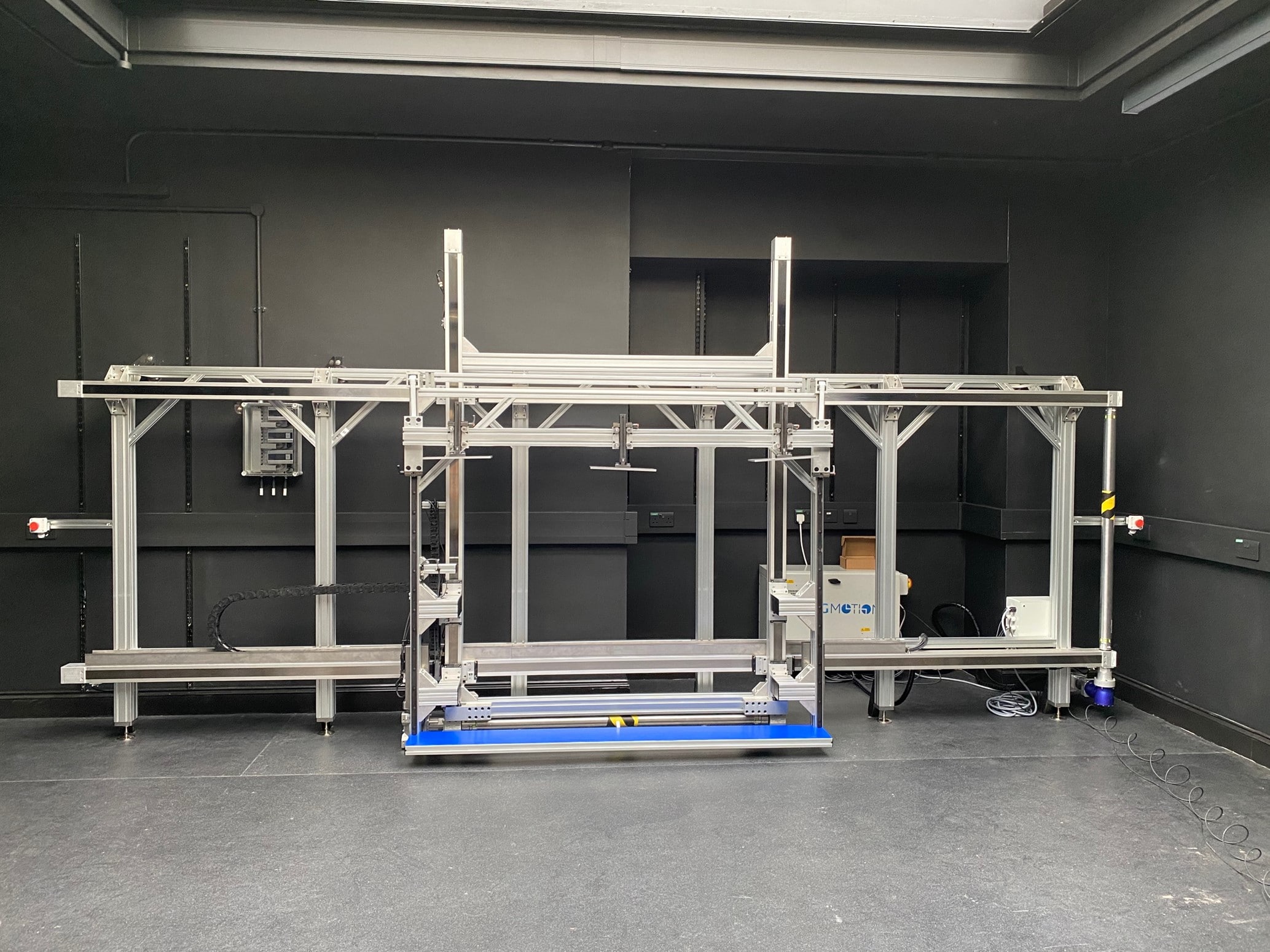
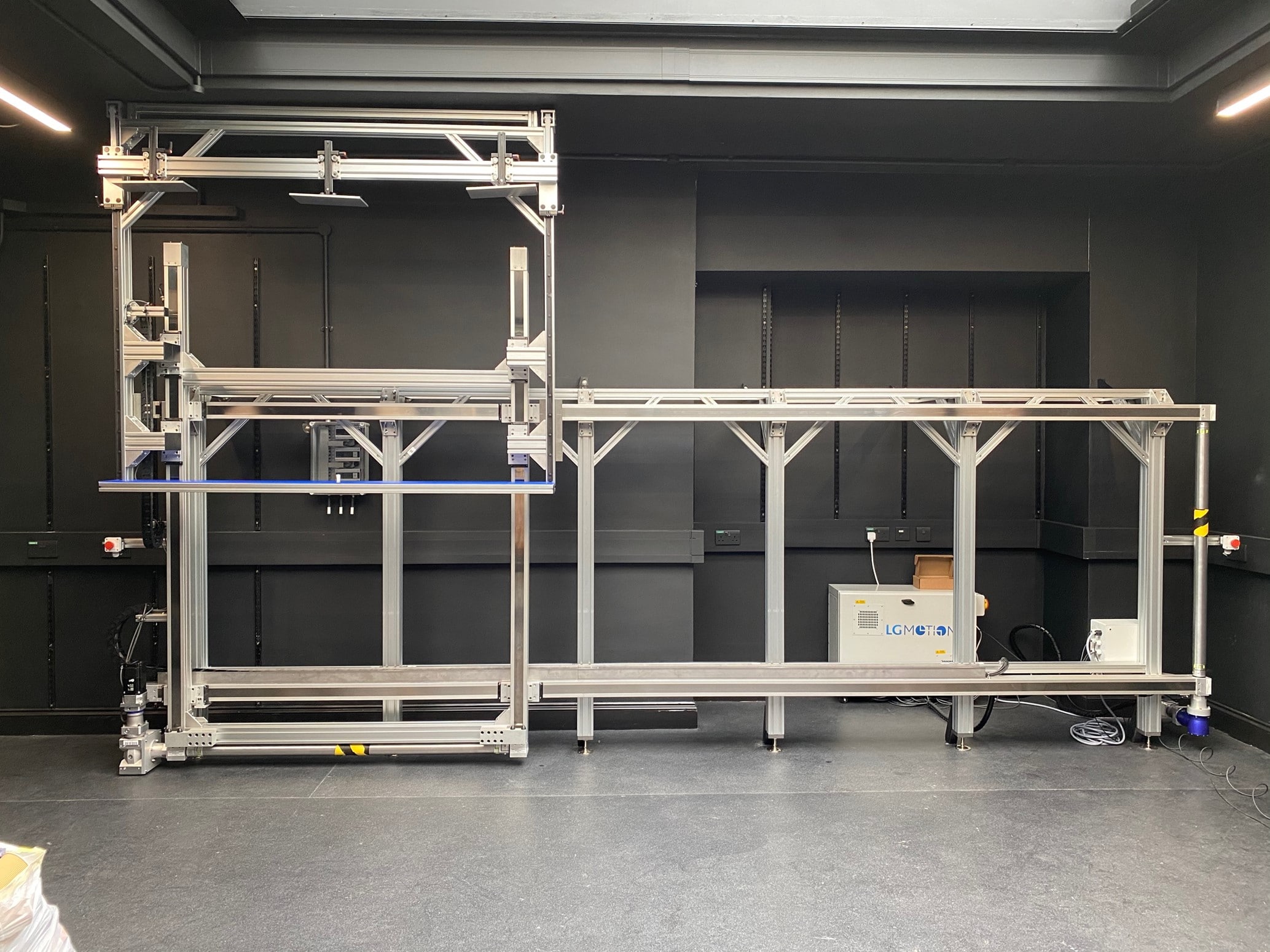
We recently installed our art scanner at The National Gallery, London.
Our art scanning solution offers motion control technology that moves over large artwork, surveying and gathering digital data and producing ultra-high resolution images with extraordinary detail and clarity.
Take a look at the install in progress and the finished product.